

Causes de les ratlles de monofilament i mesures preventives i correctores
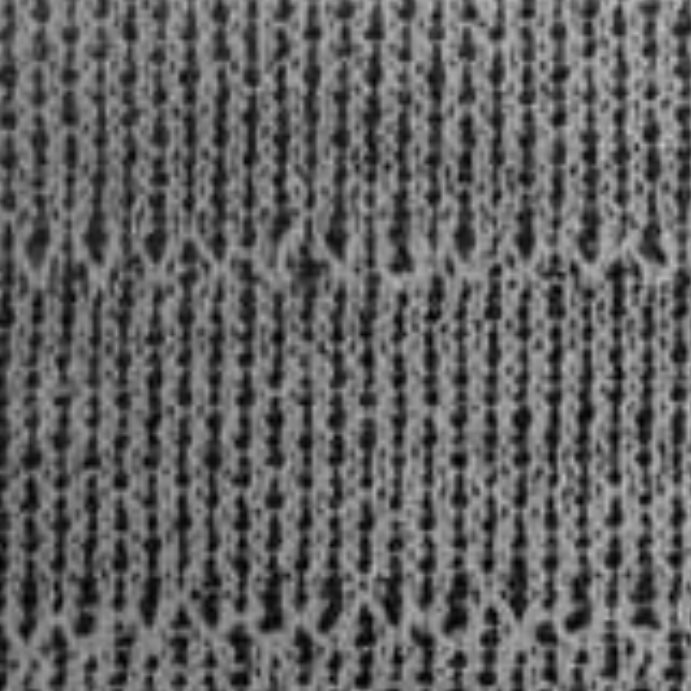
Les ratlles de monofilament fan referència al fenomen que una o diverses files de bobines a la superfície del teixit són massa grans o massa petites, o estan espaiades de manera desigual en comparació amb altres files de bobines. En la producció real, les ratlles de monofilament causades per matèries primeres són les més comunes.
Causes
a. La mala qualitat del fil i la diferència de color dels monofilaments, com ara fils trenats, filaments de fibra química amb diferents números de lot, filaments sense color o fils barrejats amb diferents nombres de fil, condueixen directament a la generació de ratlles horitzontals de monofilament.
b. La mida del tub de fil és força diferent o la mateixa pasta de fil té espatlles convexes i vores col·lapsades, cosa que provoca una tensió de desenrotllament desigual del fil, cosa que facilita la producció de franges horitzontals de monofilament. Això es deu al fet que les diferents mides dels tubs de fil faran que els seus punts d'enrotllament i els diàmetres de l'anell d'aire de desenrotllament siguin diferents, i la llei de canvi de la tensió de desenrotllament serà inevitablement força diferent. Durant el procés de teixit, quan la diferència de tensió arriba al valor màxim, és fàcil que es produeixin diferents quantitats d'alimentació de fil, cosa que provoca mides de bobina desiguals.
c. Quan s'utilitzen matèries primeres poroses i ultrafines per al processament, el camí de la seda ha de ser el més suau possible. Si un ganxo guia de fil és lleugerament rugós o les taques d'oli s'han solidificat, és molt fàcil que es trenquin diversos monofilaments de la matèria primera i que també es produeixi una diferència de color del monofilament. En comparació amb el processament de matèries primeres convencionals, té requisits més estrictes sobre l'equipament i també és més fàcil produir ratlles horitzontals de monofilament a la tela acabada.
d. La màquina no està ajustada correctament,la lleva de premsatge d'agullaés massa profund o massa poc profund en un lloc determinat, cosa que fa que la tensió del fil sigui anormal i la mida de les bobines formades sigui diferent.
Mesures preventives i correctores
a. Assegureu-vos de la qualitat de les matèries primeres, utilitzeu matèries primeres de marques famoses tant com sigui possible i exigiu estrictament els índexs de tenyit i físic de les matèries primeres. L'estàndard de tenyit és superior a 4.0 i el coeficient de variació dels indicadors físics ha de ser petit.
b. És millor utilitzar pastissos de seda de pes fix per al processament. Seleccioneu pastissos de seda amb el mateix diàmetre d'enrotllament per a pastissos de seda de pes fix. Si hi ha una formació de mala aparença, com ara espatlles convexes i vores col·lapsades, s'han de treure per al seu ús. És millor tenyir mostres petites durant el tenyit i l'acabat. Si apareixen ratlles horitzontals, opteu per canviar a colors no sensibles o afegiu agents de tractament de ratlles horitzontals per eliminar o reduir les ratlles horitzontals.
c. Quan s'utilitzen matèries primeres poroses i de denier ultrafí per al processament, cal comprovar estrictament l'aspecte de les matèries primeres. A més, és millor netejar el camí de la seda i comprovar si l'estructura de cada guia de filferro és llisa. Durant el procés de producció, observeu si hi ha pèls enredats al dispositiu d'emmagatzematge de trama. Si es troba, atureu la màquina immediatament per trobar-ne la causa.
d. Assegureu-vos que la profunditat dels triangles del manòmetre de cada fil d'alimentació sigui consistent. Utilitzeu un instrument de mesura de longitud de fil per ajustar amb precisió la posició de flexió de cada triangle per mantenir la quantitat d'alimentació consistent. A més, comproveu si els triangles del fil de flexió estan desgastats o no. L'ajust dels triangles del fil de flexió afecta directament la mida de la tensió d'alimentació del fil, i la tensió d'alimentació del fil afecta directament la mida de les bobines formades.
Conclusió
1. Les ratlles horitzontals de monofilament causades per la qualitat de la matèria primera són les més comunes en la producció de teixits de punt circular. És molt necessari seleccionar matèries primeres amb bon aspecte i bona qualitat per amàquina de teixir circularproducció.
2. El manteniment diari de la màquina de teixir circular és molt important. El desgast d'algunes peces de la màquina durant el funcionament a llarg termini augmenta la desviació d'horitzontalitat i concentricitat del cilindre de l'agulla de la màquina de teixir circular, cosa que és molt probable que causi ratlles horitzontals.
3. L'ajust de la lleva de premsatge de l'agulla i l'arc d'enfonsament durant el procés de producció no estan al seu lloc, cosa que provoca bobines anormals, augmenta la diferència en la tensió d'alimentació del fil i provoca diferents quantitats d'alimentació del fil, donant lloc a ratlles horitzontals.
4. A causa de les característiques de l'estructura de la bobina deteixits de punt circular, la sensibilitat dels teixits de diferents organitzacions a les ratlles horitzontals també és diferent. En general, la probabilitat de ratlles horitzontals en teixits d'una sola zona com ara la tela de suor és relativament alta, i els requisits de maquinària i matèries primeres són relativament alts. A més, la probabilitat de ratlles horitzontals en teixits processats amb matèries primeres denier poroses i ultrafines també és relativament alta.
Data de publicació: 07 de juny de 2024